Rubber Injection Molding Troubleshooting
Elastomer Molding Troubleshooting Chart

Injection Molding Advanced Troubleshooting Guide Hanser Publications

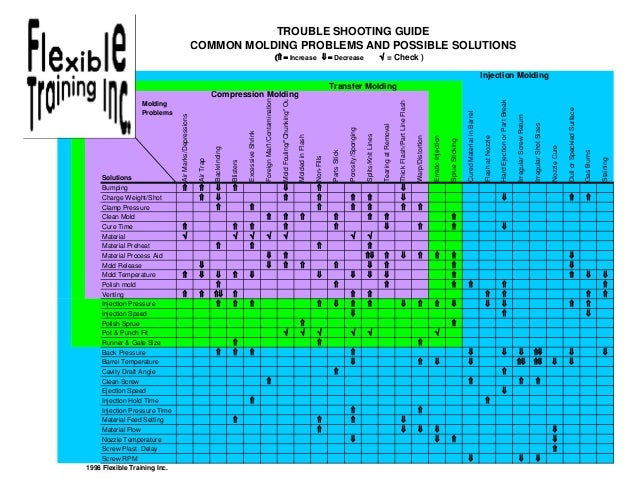
Rubber Molding Process Troubleshooting Charts Technobiz Store Online

Rubber Injection Moulding Troubleshooting Guide And Tips
Pdf Understanding Of Rubber Injection Moulding Understanding Of Rubber Injection Moulding

Poor Finish Trouble Shooting Plastic Injection Molding Plastic Injection It Is Finished

Injection molded plastic begins its journey through the part tooling via an entry section called a gate.
Rubber injection molding troubleshooting. Injection too slow during the injection portion of the molding cycle the material does not fill the mold in the recommended injection time. Rubber injection molding may have higher initial startup costs when compared to other molding processes. When injection molding liquid silicone rubber certain problems can occur that directly affect the quality of the final product in spite of the great planning that may have gone into material selection machine process and the processing parameters. Pi proportional integral controller or on off settings type and thickness of insulation plates platen heater and the molding process as previously described.
Tool modification can also be difficult with the machine s runner system. If these issues are not controlled promptly and properly they could end up resulting in damage to the machine mold and finished product. Increase stock temperature by increasing back pressure and or barrel temperature. Common issues with rubber injection molding.
Check injection throttle position and if possible increase its setting. Air traps is that air is trapped in the cavity to create bubbles in the part. Stock temperature too low mould temperature non uniform or too low mould fill too fast or too slow excess mould lubricant scratched or dirty mould surface fill speed and or packing time too low inadequate venting improper gate location or design. Liquid silicone rubber injection molding troubleshooting.
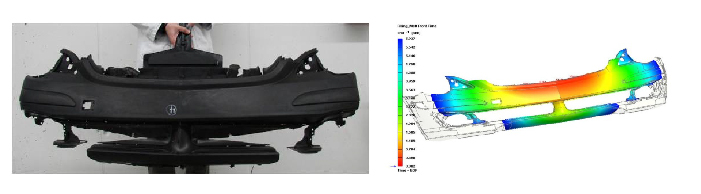
Virtual molding will auto matically calculate heat flow through all the mold components and the heat lost from the cavities due to radiation while the mold is open. Flow lines are streaks patterns or lines commonly off toned in color that show up on the prototype part as a consequence of the physical path and cooling profile of the molten plastic as it flows into the injection mold tooling cavity. 1 increase injection pressure and injection speed to enhance shear heat 2 increase the amount of injection 3 increase material cylinder temperature and mold temperature.

How To Fix Burn Marks On Your Injection Molded Parts

Troubleshooting Injection Moulding Rapra Review Reports Goodship V 9781859574706 Amazon Com Books

Shrinkage Defect Trouble Shooting Plastic Injection Molding Plastic Injection Injection Moulding

Troubleshooting Air Traps Bubbles Occur On Liquid Injection Molding Lim Production Liquid Silicone Injection Mold Manufacturer
Flash Defect Trouble Shooting Plastic Injection Molding Plastic Injection Injection Moulding

Burn Mark Defect Trouble Shooting Plastic Injection Molding Plastic Injection Burn Mark
Rubber Molding Rubber Industry Academy
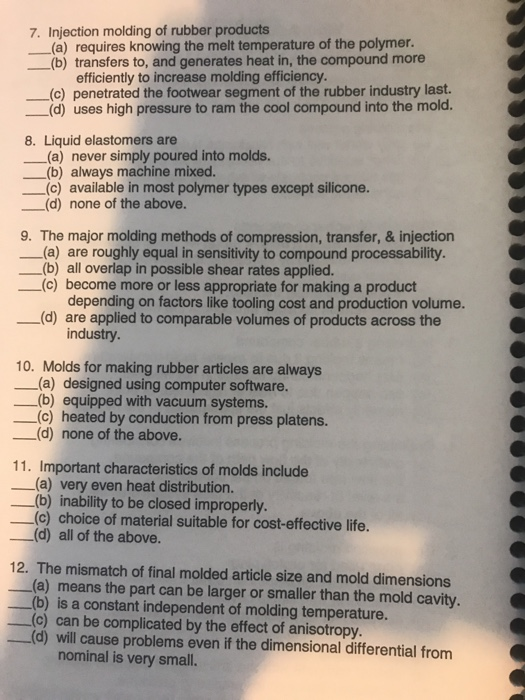
Solved Instructions Read The Question Statement Carefull Chegg Com

Arburg Troubleshooting Injection Moulding Casting Metalworking Chemistry

Injection Molding Guide The Lsr Injection Molding Process
Troubleshooting Short Shots And Cost Savings

Molding Defects And How To Fix Them Understanding Mold Flash Nitrofreeze
Plastic Injection Molding Design Process 2010

Liquid Silicone Rubber Injection Molding Troubleshooting Simtec

Weld Line In Injection Molding Cause Troubleshooting Mechanicalengblog

Rubber Industry Department Technobiz Global Resource Center For Rubber Latex Tyre Industries

Two Shot Molding Transfer Molds Liquid Silicone Rubber Processing

Injection Molding Training Guides Troubleshooting Injection Molds
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs3znznzqktsbl0tntl0vo7ebp2xtdrnm J Bdam3littlyrtkj Usqp Cau

13 Plastic Injection Molding Defects And How To Fix Them

Lsr Silicone Resuscitator Breathing Mask Production By Liquid Injection Molding Liquid Silicone Ru Injection Moulding Process Injection Moulding Breathing Mask

Challenges And Solutions For Injection Molding Of Rubber

Sink Defect Trouble Shooting Plastic Injection Molding Plastic Injection Injection Moulding

Most Common Molding Problems Injection Moulding Process Plastic Injection Molding Plastic Injection

Injection Molding Course

Injection Moulding Problems And Solutions Upmold Limited

Polycarbonate Injection Molding The Complete Guide Wee Tect

Top 10 Injection Molding Defects And How To Fix Them

Nylon 6 Resins Correcting Molding Problems A Trouble Shooting Guide Pdf Free Download
Top Ten Injection Moulding Problems Dupont

Troubleshooting Rubber Problems Hanser Publications
Santoprene Tpv Tpv Troubleshooting Guide For Injection Molding

Injection Molding Troubleshooter
Moldex3d Plastic Injection Molding Simulation Software
Two Shot Molding 54 Expert Advice About Mold And Product Design

Defects That Can Occur In A Product After Rubber Compression Molding

Silicone Rubber Molding Problems

Maybach 13 Blowing Molding Plastic Injection Molding Blow Molding Plastic Design

Pdf Foam Injection Molding Process Designed To Produce Sub Micron Cells

Injection Molding Advanced Troubleshooting Guide

Rubber Injection Molding Machines Us Molding

